













精镗孔加工影响因素分析与补偿技术研究
编辑:2025-04-03 14:10:18
大连船用柴油机有限公司 机械加工部
邹子俊 任超 汪源超 韩毅飞 刘绪光
摘要:船用柴油机的机座主轴承孔和连杆两端轴孔分别连接曲轴轴颈与十字头等核心运动部件,轴孔加工质量直接决定柴油机传动系统的稳定性,因此具有极高加工精度要求,而其加工过程易受各种因素影响,因此公差控制非常困难。本文通过现场调查分析确认影响船用主机机座和连杆轴承孔加工过程中的影响因素主要为温度、装配螺栓拉伸预紧力、装夹方式等,并根据影响因素确定补偿方法抵消误差。
关键词:机座镗孔;连杆镗孔;镗孔影响因素;温度
1. 实施背景
船用柴油机的机座主轴承孔和连杆两端轴孔具有加工精度要求高,受各种环境因素影响大的特点,因此公差控制非常困难,需要根据环境变化人为对镗孔尺寸公差进行补偿,影响镗孔尺寸公差的环境因素主要包括:环境温度、冷却液温度、机座主轴承盖和连杆及两端端盖联接拉伸力和拉伸间隔时间、刀具在镗孔加工过程中的磨损以及连杆成品加工的装夹方式等。
以温度这一影响因素为例,在不同季节环境温度和冷却液温度各不相同,量具(内径千分尺等)和工件都是金属材料,受热胀冷缩作用会存在尺寸公差的变动,如果能够准确掌握不同温度下的镗孔尺寸公差的变化趋势,就可以适当调整孔径成品加工尺寸公差的方向,从而确保镗孔成品后孔径尺寸和形位公差满足图纸要求。因此研究各种外部因素对镗孔误差的影响是十分必要的。
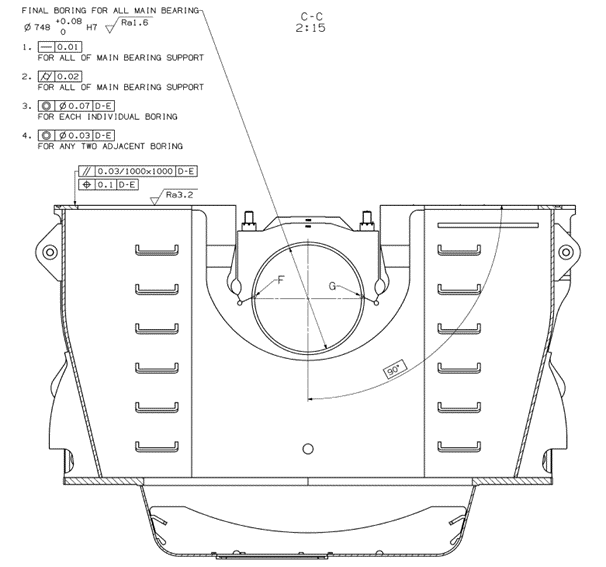
机座精镗孔的技术要求如图1所示,为主机机座轴承孔直线度≤0.01mm,孔径圆柱度≤0.02mm,孔内表面粗糙度达到Ra1.6,尺寸公差为H7,且各孔之间同轴度也有要求。
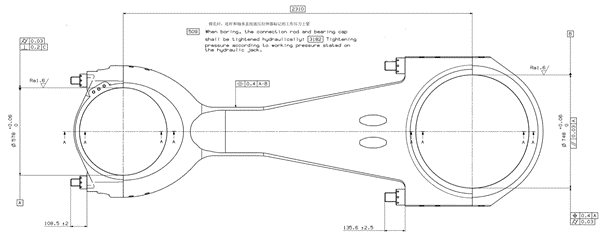
连杆镗孔精度要求如图2所示,孔径圆柱度≤0.03mm,尺寸公差为+0.06/0,孔内表面粗糙度达到Ra1.6
温度对镗孔尺寸公差的测量和控制影响明显,采购用于测量环境室温、冷却液温度的温度计,分别放置于两台龙门铣床走台处和S17液压站,测量不同环境温度与冷却液温度影响下镗孔情况;采用红外线测温枪测量量具(内径千分尺)和工件温度,保证了数据采集的可靠性。


通过测量发现,量具千分尺与工件随温度的变化情况基本相同,而冷却液温度的变化可使工件温度与室温有所差异。每月跟踪测量6-8次冷却液温度,通过观察冷却液温度的变化规律发现在全年中冷却液温度基本在12-26摄氏度之间浮动。
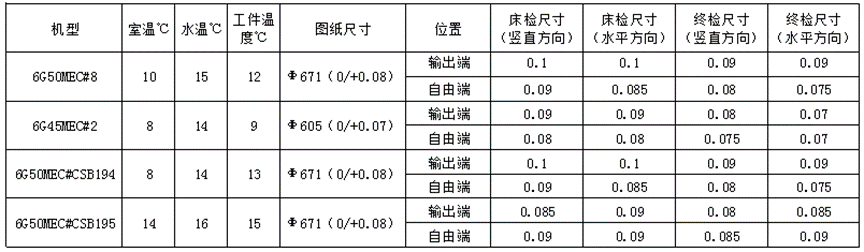
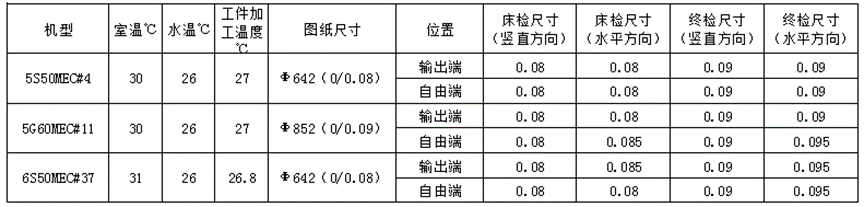
11月到次年3月,受供暖期、环境温度骤降造成的环境温度明显低于冷却液温度以及昼夜室温温差过大等因素影响,机座镗孔成品时工件温度因冷却液使用而高于室温4℃以上表现为热涨(红外线测温枪测得工件加工温度与环境温度的差值),此时终检尺寸比床检尺寸偏小0.04mm左右,因此实际镗孔时至少要按公差带的上偏差+0.02mm镗孔,才能保证机座轴孔恢复室温后测量尺寸缩小但仍在公差带内。
表1 机座温度影响表(天气温度骤降室温温差大)单位mm

当昼夜温差较小时,量具千分尺、冷却液温度与室温基本相同,加工工件温度比室温略高或略低1℃,机座轴承孔终检尺寸缩小量仅为0.01mm左右,满足公差带的要求,按图纸公差要求上偏差镗孔成品。
4-7 月上旬,9-10月期间,室温、冷却液温度和工件温度基本等同,机座轴承孔成品尺寸公差随温度几乎无变化,热胀冷缩现象不明显,按图纸要求公差尺寸镗孔成品。
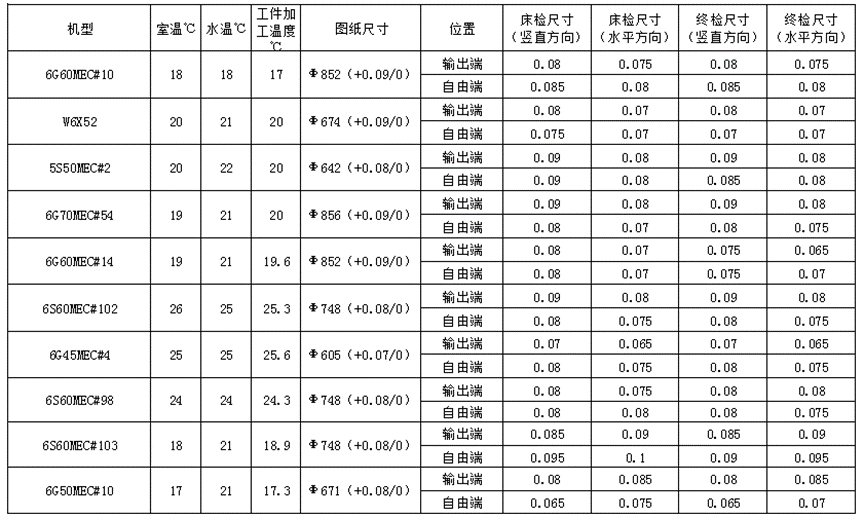
7月下旬到8月未,因为室温明显高于冷却液水温,工件受冷却液水温影响要明显大于受室温温度的影响,工件温度低于室温温度表现为冷缩,此时终检尺寸相比床检尺寸偏大0.01~0.02mm,所以在这1个半月机座轴承孔加工时应按公差尺寸减少0.01~0.02mm镗孔,以补偿轴承孔恢复室温后的增大量,如表4所示。
龙门铣床工作台一次至少放置3根连杆,在镗孔过程中各连杆有更多的冷却时间,而镗床一次只能加工1根连杆,镗孔冷却时间较龙门铣床减少2小时左右,所以在镗床镗连杆孔时需要比在龙门铣镗孔给予更大的补偿量,特别在供暖期前后、室外温度突然骤降(在周末现场环境温度与冷却液温度相差过大,工件温度与环境温度通过测温枪测温超过5℃以上出现热涨现象)情况下,镗孔成品时按公差带上偏差+0.04mm补偿镗孔。
以5S50MEC#1连杆镗孔成品为例,实时室温为0~2℃,十四米镗床镗十字头端轴承孔D(+0.05/0)、曲轴端孔D(+0.08/0)加工,四天后复检,镗孔终检成品尺寸变为十字头端轴孔D(0/-0.01)、曲轴端孔D(+0.01/0),有4件连杆需重新回机床合镗十字头端孔及曲轴端孔,由此可见温度变化对镗孔成品加工有着重要的影响,需要提前进行补偿。
如表5所示,当昼夜温差较小时,量具千分尺、冷却液温度与室温基本相同,加工工件温度比室温略高或略低1℃,轴孔终检测量值较床检测量公差缩小0.02mm,因此连杆镗孔应按成品公差增加+0.01~+0.02mm加工。
4-7 月上旬,9-10月期间,室温、冷却液温度和工件温度基本等同,受温度影响的测量值在0.01mm左右波动,热胀冷缩现象不明显,满足图纸公差带要求,因此连杆镗孔成品尺寸按图纸要求公差尺寸镗孔成品。
7月下旬到8月未,因为室温明显高于冷却液水温,工件受冷却液水温影响要大于室温温度影响,工件温度低于室温温度出现冷缩现象,终检测量值比床检尺寸偏大0.01~0.02mm,所以在这一个半月连杆镗孔成品时应按公差尺寸缩小0.01~0.02mm镗孔。
表7 连杆温度影响表(7月下旬-8月)单位mm

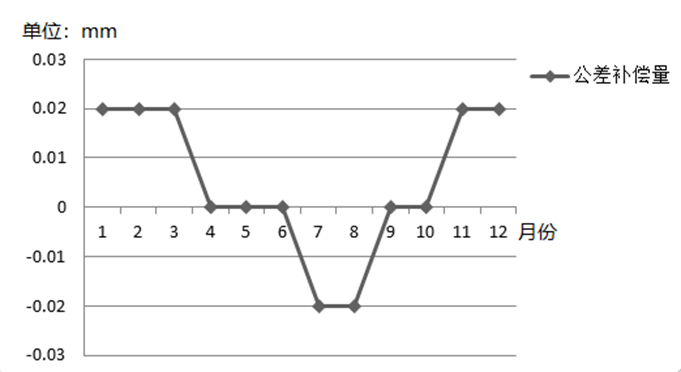
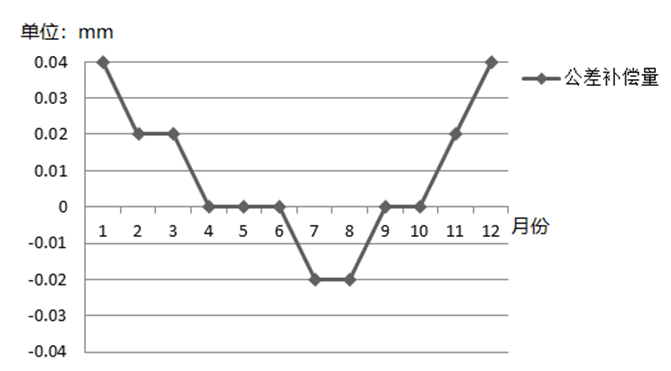
3.3不同温度下的镗孔补偿
通过3.1、3.2节分别研究环境温度变化对机座镗孔、连杆镗孔成品尺寸的影响规律绘制了如图5、图6所示的变化补偿量表。通过机座轴承孔和连杆镗孔时受环境温度影响的数据采集,为机床操作者提供了大直径孔成品加工在不同季节的人为补偿值,例如在冬季11月到次年3月,室温低于冷却液温度,如果昼夜温差过大,冷却液温度使工件温度明显高于室温时,操作者在镗孔成品时可按尺寸公差上限增大0.02mm左右实行。
如果现场处于供暖低温运行,工件温度与室温相差不明显时,可按图纸公差尺寸加工。在4-6月和9-10月,室温、冷却液、工件温度基本一致,可按图纸公差尺寸镗孔成品。
夏季7-8月,室温高于冷却液温度,工件受冷却液影响使加工温度低于室温,在这一个半月,镗孔成品尺寸可缩小0.01-0.02mm左右,这样镗孔成品后的孔径尺寸可满足图纸要求。
机座成品后,需要与主轴承盖进行装配,并由主轴承螺栓拉紧后方可进行镗孔工序。机座、主轴承盖材质均为20#钢,受到拉伸力影响的形变量基本一致,连接螺栓拉伸力由专利公司约定,根据机型不同一般在1300-2200bar之间,因此只能从拉伸间隔时间想办法降低拉伸变形对镗孔精度的影响。

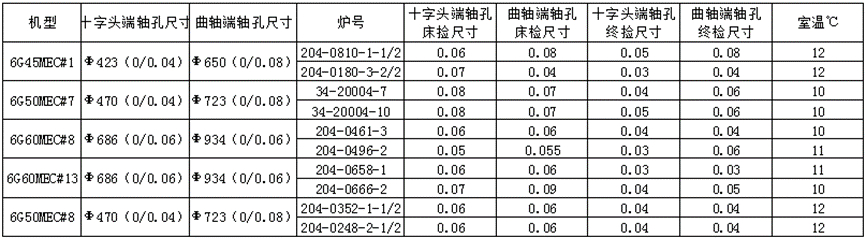
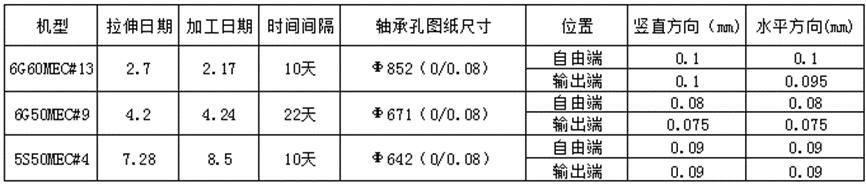
为分析装配时拉伸间隔时间对孔径的最终镗孔尺寸和孔径圆度的影响,跟踪6G60MEC#13、6G50MEC#9等三台主机拉伸后镗孔情况,结果如表8所示机座主轴承座盖拉伸时间间隔在10天左右时,因拉伸后时间间隔引起的孔径圆度误差基本消除,超过10天,孔径圆度误差基本不变且不满足生产计划纳期。
表8 机座拉伸影响表(间隔时间≥10天)单位mm
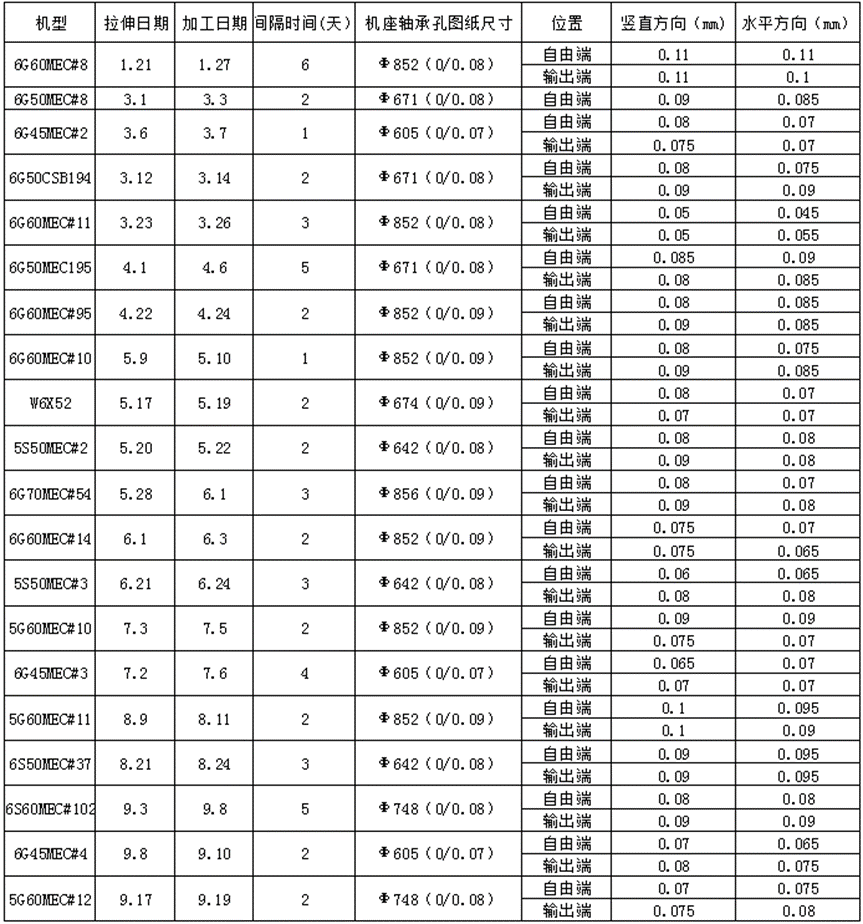
因为生产周期限制,一般机座主轴承盖拉伸连接后不能等待10天以上再进行合镗孔加工,因此需要不断缩短间隔时间并观察镗孔效果,以确定出可接受的最小时间间隔。
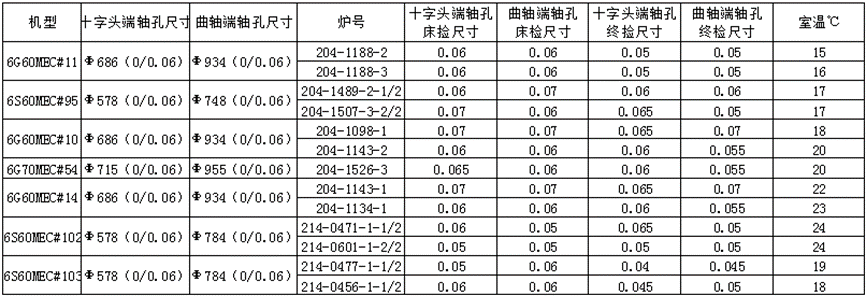
通过持续跟踪6G60MEC、6G50MEC等多台主机机座拉伸间隔最终得出结论:当机座与主轴承盖拉伸连接时间间隔超过24小时再进行镗孔成品,孔径圆度误差≦0.01mm符合图纸要求且满足生产周期。
表9机座拉伸影响表(间隔时间<10天)单位mm
连杆两端十字头轴承盖和曲柄销轴承盖为QT400-15铸铁件,而连杆本体为45#钢,拉伸时受到的拉伸力为1500~2200bar,由于两个连接件的材料不同,十字头端轴承孔联接螺栓丝孔在连杆本体中,而曲轴端轴承孔联接螺栓的丝孔在铸铁轴承盖内,受到拉伸力影响时材料的形变量不一致,这样造成拉伸力对曲柄销孔孔径成品尺寸影响较明显,受影响程度要比机座轴承孔更大。

连杆拉伸间隔时间表10显示拉抻间隔时间不足24小时上机床镗孔成品,孔径圆度超过图纸要求0.02mm,造成曲轴端轴孔(炉号194-0097-2)和十字头轴孔(炉号:194-1591-1)回机床返修。

2019年9月加工青岛船柴7G80MEC CSB052#连杆时,因为青柴临时改变交货时间,导致7G80MEC CSB052#连杆轴承盖拉伸间隔时间超过两周以上才进行镗孔成品,经实测孔径圆度基本无误差,远远满足图纸对圆柱度要求,但加工周期过长难以满足日常生产的要求。
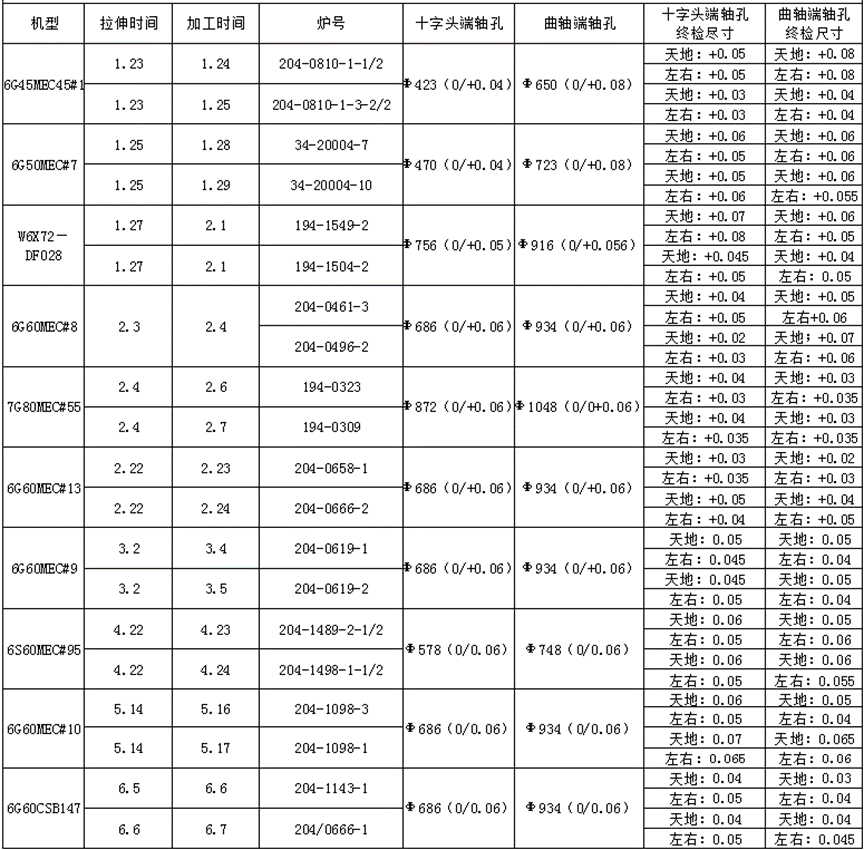
参照机座镗孔的研究经验,同样对后续6G45MEC、6G50MEC等7台在制主机连杆进行拉伸间隔跟踪,不断缩短间隔时间观察对镗孔成品的影响,结果如下表所示,通过连杆与轴孔受拉伸间隔时间的影响数据采集分析,我们认为连杆在拉伸后静置24小时,待拉伸应力释放后,再上机床进行连杆十字头与曲柄销孔成品加工能满足图纸的形位公差要求,连杆孔径圆度≤0.02mm。拉伸后静置24小时以上为最短拉伸间隔时间,不但可以确保加工周期还降低连杆重复返修的机率。
表11连杆拉伸间隔时间影响表 单位mm
连杆镗孔成品的装夹即要满足镗孔加工的切削稳定性又要避免因装夹而引起的连杆变形。连杆装夹变形将影响连杆两端孔之间的几何精度要求。连杆镗孔最佳装夹方式为平放,采用三点支撑方式,如果采用竖放V型铁支撑方式,注意压板着力点在V型铁上,其它悬空部位适当进行辅助支撑,在支撑时用百分表检验连杆是否有轻微变形。

龙门铣床和镗床在连杆成品加工过程中,先分别对十字头孔和曲柄销孔粗加工留余量1mm以内,再松开工装夹具,释放连杆镗孔加工中产生的加工应力,这样虽然增加了操作者反复更换镗刀杆和装夹工件的劳动强度,但可以充分释放镗孔应力对连杆镗孔尺寸和形位公差造成的影响,通过释放镗削应力后再进行半精加工与精加工成品。

提出基于环境温度影响的镗孔补偿方案,解决了机座、连杆装配时螺栓拉伸间隔时间对镗孔加工精度的影响问题,优化连杆镗孔装夹及加工过程,实现了镗孔精度的提升,避免镗孔成品受到温度、拉伸力、加工应力等影响出现的尺寸超差现象,保证施工周期。
该项目创造性的将加工中环境影响因素考虑到加工范围内,从而动态调整镗孔的公差浮动范围,突破了以往仅从图纸要素获得加工数据的局限,为今后加工大缸径轴承孔提供了新的思路,具有前瞻性和创造性,在国内及同行业处于领先地位。
提高主机机座轴承孔、连杆合镗孔加工精度和加工质量,降低返修率,提高加工效率,为公司在今后大直径镗孔类多种经营工件的加工积累经验,增加公司的利润点。
参考文献
[1]王先逵.机械制造工艺学.机械工业出版社,2013.
[2]闻邦春.机械设计手册. 机械工业出版社,2010.
作者简介 邹子俊,1968年生,男,特级技师,NC龙门铣床主操作。
任超,1990年生,男,工程师,产品工艺。
汪源超,1985年生,男,技师,NC龙门铣床主操作。
韩毅飞,1986年生,男,技师,NC龙门铣床主操作。
刘绪光,1985年生,男,技师,NC龙门铣床主操作。
来源:船柴

CONTACT US
秘书长 0411-83766521
综合部 0411-83766525 0411-83766526(传真)
信息部 0411-83766526 0411-83766526(传真)
联络部 0411-83766523 0411-83766523(传真)
地址:大连市沙河口区振工街28号
(Z28时尚硅谷2号楼2303室)
邮编:116021
邮箱:dljxlhw@163.com