











异形法兰加工过程中的质量管控策略与实践
编辑:2025-03-31 13:50:39
大连船用柴油机有限公司
丛林 刘胜 王晨宇 邢福地 姜世锋
摘要:本文聚焦异形法兰加工,深入剖析其加工工艺中质量管控的关键要点。针对异形法兰加工难点,阐述从刀具选择、测量方法、工装设计到编程加工等环节的质量管控措施,结合实际效果验证,凸显质量管控对提升加工质量和效率的重要意义,提出的质量管控策略与措施,有效的提高了异形法兰的加工质量和加工效率,为复杂异形零件加工的质量管控提供借鉴。
关键词:异形法兰;质量管控;加工工艺;精度控制
一、引言
大连船柴机械加工制造部以加工制作大型低速船用柴油机的机座、机架及大型运动部件为主,属于小批量流水化作业。与此同时,兼顾其他多种经营项目。其中,异形法兰即为公司承接的临时性多种经营项目。
异形法兰加工图见图一,该异形法兰在大型容器中扮演着关键的密封和紧固角色,其加工质量直接关乎设备的安全稳定运行。然而,首次加工的异形法兰复杂的结构带来诸多加工难题,如密封槽加工精度难以保证、弧形面与曲线倒角加工易出现干涉等,这些问题对加工质量管控提出了严峻挑战。因此,探索有效的质量管控策略,确保异形法兰加工质量符合高标准要求,成为大连船柴亟待解决的重要课题。
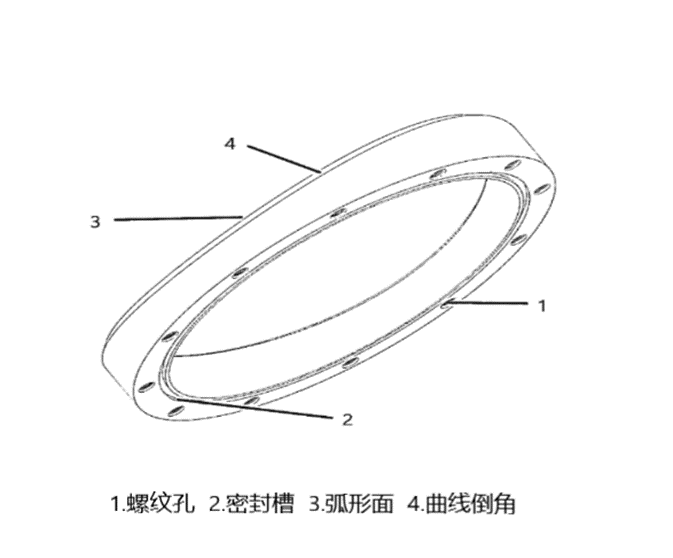
图一 异形法兰加工图
二、异形法兰加工难点及对质量的影响
(一)密封槽加工难点与质量隐患
异形法兰一侧端面的环形密封槽是其关键特征之一,尺寸精度要求极高,宽度与深度公差仅为0.05mm,加工精度直接影响法兰的密封性能。在加工过程中,因为刀具选择不当,切削参数不合理等因素都会导致振刀现象频发。振刀产生的不稳定切削力,不仅加剧刀具磨损,使加工成本增加,还会大幅增大加工表面粗糙度,严重时导致工件尺寸超差,直接造成工件报废,极大地影响产品质量和生产效益。此外,密封槽宽度测量难度大,使用内侧千分尺测量时,测量头的圆柱体结构以及测量时稍有倾斜就会产生测量误差,难以精准把控密封槽的宽度尺寸,给质量控制带来不确定性。
(二)弧形面与曲线倒角加工难点及质量风险
异形法兰的弧形面与曲线倒角设计,使得普通工装夹具在加工时极易与刀具产生干涉。以卧式加工中心为例,加工凹弧形面和曲线倒角需多次装夹和更换铣头,这一过程不仅繁琐,而且每次装夹找正设零点都会引入误差,难以保证加工精度的准确性和一致性,最终导致弧形面与曲线倒角的加工质量参差不齐,影响法兰与其他部件的连接可靠性和密封性。
三、质量管控策略与措施
(一)工艺路线设计
针对异形法兰的加工难点,制定合理的工艺路线是确保加工质量的关键。根据图纸技术要求和毛坯状态,本着先粗加工后精加工,保证尺寸精度和表面质量;先内孔加工后外圆加工,避免加工过程中的变形和干涉;先加工基准后加工其它,为后续加工提供基准,保证加工精度的原则,制定合理的工艺路线,见表一。
表一 工艺路线设计
|
序号 |
加工工步 |
加工内容 |
|
1 |
车序粗加工 |
按图纸尺寸要求粗车外圆、内孔,单边留荒量1.5mm,粗车两侧端面,厚度留荒量8mm. |
|
2 |
车序精加工 |
精车密封槽侧端面最小余量扫平成品,厚度荒量全部留在弧形面端作为立车卡盘爪夹头,精车法兰内孔、外圆成品,精车环形密封槽成品。 |
|
3 |
立式加工中心或龙门铣镗序 |
钻攻12XM16螺纹孔成品,保证孔的位置精度。 |
|
4 |
卧式加工中心 |
使用专用工装装夹,弧形面端面朝床头,找正设B轴为0度后顺时针旋转工作台90度加工弧形面成品,旋转工作台回0度加工曲线倒角成品。 |
|
5 |
钳工 |
清理,去除毛刺,涂油保养。 |
(二)刀具与切削参数的优化选择
刀具的选择和切削参数的设定对异形法兰的加工质量具有重要影响。针对密封槽加工振刀问题,选用新型的端面环形槽加工刀具,见图二。该刀具独特的刃口形状和大前角设计,能有效降低切削力,减少振刀现象。刀片采用可转位硬质合金涂层,具备高耐磨性和切削性能,保障了刀具在长时间加工过程中的稳定性。同时,优化切削参数,采用小进给量小切削深度的加工方式,并配合微乳化切削液冷却润滑,降低刀具与工件间的摩擦和切削温度,从源头上控制加工质量,确保密封槽的表面质量和尺寸精度。


图二 新型的端面环形槽加工刀具
(二)精确测量方法的运用
密封槽的尺寸精度是异形法兰加工过程中的重要指标之一,为提高密封槽宽度测量的准确性,采用内侧千分尺和圆柱通止规配合测量的方法内测千分尺与圆柱通止规见图三。圆柱通止规通规端和止规端尺寸依据密封槽宽度公差精心设计,通规端尺寸比公差下差大0.01mm,止规端尺寸比公差上差小0.01mm 。在加工过程中,分阶段进行测量,先用内侧千分尺粗测,接近成品时,在不同位置均匀选取多个测量点进行精测。只有当圆柱测量规的通规端能顺利通过成品槽且止规端不入时,再用内测千分尺测量具体数值,以此保证密封槽宽度公差合格且控制在中值左右,实现对密封槽尺寸的精准控制。


图三 内测千分尺与圆柱通止规
(三)专用工装的设计与应用
为解决弧形面与曲线倒角加工中的干涉问题,设计专用装夹工装,见图四。该工装利用异形法兰环形密封槽端面上的螺纹孔作为定位和夹紧的连接孔,通过精确加工定位销孔和螺栓孔,确保定位销与销孔、螺纹底孔的间隙以及螺栓孔与紧固螺栓的间隙符合精度要求。工装底面与安装面的垂直度小于0.02mm,保证了工装在使用过程中的稳定性。装夹时,严格按照规范步骤操作,实现工件的精确定位和夹紧,有效提高了异形法兰的装夹效率、加工精度以及检测精度和质量,为后续加工提供可靠的基础保障。 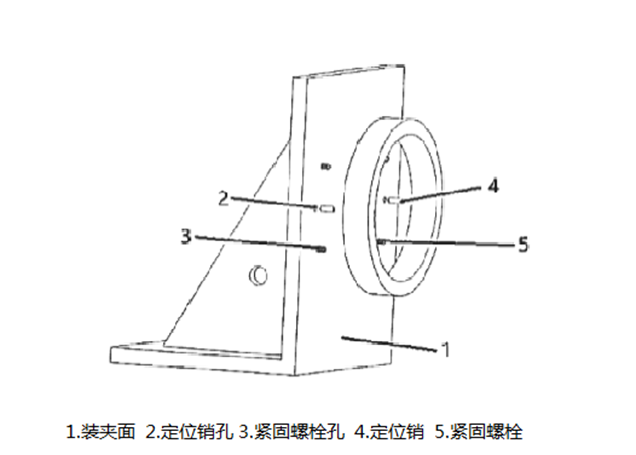
图四 异形法兰专用装夹工装
(四)加工编程与工艺优化
在加工弧形面与曲线倒角时,为提高工艺系统刚性,减小主轴悬伸长度,将专用装夹工装放置在工作台前端最右侧处夹紧工件。采用R参数赋值与条件语句相结合的宏程序编程方法加工凹弧形面,通过优化刀具路径,减少刀具空运行时间,提高加工效率。在加工过程中,严格按照编程设定的参数和步骤进行操作,确保弧形面与曲线倒角的加工精度,实现一次装夹完成加工,减少装夹误差对质量的影响。宏程序结构如下:
N10 ROT Z90
N20 G54 G0 G40 X=0 Y=-1055+100+40
N30 W0 Z400
N40 M3 S400 F1000
N50 Z0
N60 R1=2
N70 AA1:R2=SQRT(POT(484/2)-POT(ABS(484/2-R1)))
N80 R3=(R2*(1055-100))/1055
N90 R4=SQRT(POT(1055-100))/1055
N100 G0 Z=R1
N110 X=-R3
N120 Y=-1055+100+40
N130 G01 Y=-R4
N140 G03 X=R3 Y=-R4 I=AC(0) J=AC(0)
N150 G01 y=-1055+100+40
N160 R1=R1+2
N170 IF R1≦480 GOTOB AA1
N180 G0 XO Y=-1055+200
N190 MO5
N200 M02
四、质量管控效果验证
通过实施上述质量管控策略,异形法兰的加工质量和效率得到显著提升。加工成品图见图五,在加工质量方面,尺寸公差和表面粗糙度均严格达到图纸技术要求,产品质量稳定性增强。在加工效率方面,弧形面与曲线倒角一次装夹即可完成加工,首件加工完成后,后续加工无需重复找正设置零点,加工效率提高了30%,特别适合大批量生产,有效降低了生产成本,为公司提高市场竞争力。
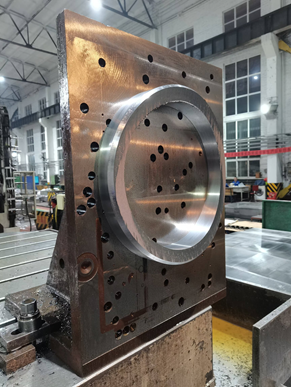
图五 加工成品图
五、结论
在异形法兰加工过程中,质量管控贯穿于加工工艺的各个环节。通过对刀具选择、测量方法、工装设计和编程加工等方面的精准管控,成功解决了异形法兰加工中的诸多难题,确保了产品质量。这不仅为异形法兰的加工提供了可靠的质量保障,也为类似复杂异形零件的加工质量管控提供了宝贵的经验和借鉴,对推动企业高质量发展具有重要意义。
今后,随之企业多种经营范围的不断扩大和发展,应持续优化质量管控策略,坚持不断探索和引入新技术、新方法,进一步提升复杂零件的加工质量和生产效率。
参考文献:西门子828D编程手册2023版 德国西门子公司
机械制造装备设计 机械工业出版社 2013.7李庆余
数控宏程序编程方法、技巧与实例 机械工业出版社2007.5 冯志刚
数控铣工 中国劳动社会保障出版社2008 宋放之
京瓷刀具 2019-2020版 京瓷刀具公司
作者简介:刘胜,男,1975年12出生,加工中心主操作,高级技师,大连船用柴油机有限公司运动部件创新工作室带头人,主要负责大功率船用低速柴油机运动部件加工质量提升、工艺创新与方法改善。联系电话:15940837238
来源:船柴

CONTACT US
秘书长 0411-83766521
综合部 0411-83766525 0411-83766526(传真)
信息部 0411-83766526 0411-83766526(传真)
联络部 0411-83766523 0411-83766523(传真)
地址:大连市沙河口区振工街28号
(Z28时尚硅谷2号楼2303室)
邮编:116021
邮箱:dljxlhw@163.com